












Macolap Micro-Finishing Hand Stones
Please select a size from the pull down menu
|
|
Recommended |
||
|
|
|
|
for large carbide tools |
|
|
|
|
for medium carbide tools |
|
|
|
|
for HSS tooling and small carbide tools |
|
|
|
|
for HSS tooling and small carbide tools |
Honing the ground edge with a Macolaepp micro-finishing stone
It is common knowledge that regrinding is only half the battle to bring a worn cutting tool back to its former efficiency. The grinding wheel is for removing quantities of material and re-forming the cutting edge shape. Magnification of the resulting edge will demonstrate that the cutting edge so formed is far from ready for efficient metal cutting.
| This is how a cutting tools edge appears when magnified after re-grinding | 
|
| The same edge at the same magnification looks like this after using micro-finishing hand stones. |
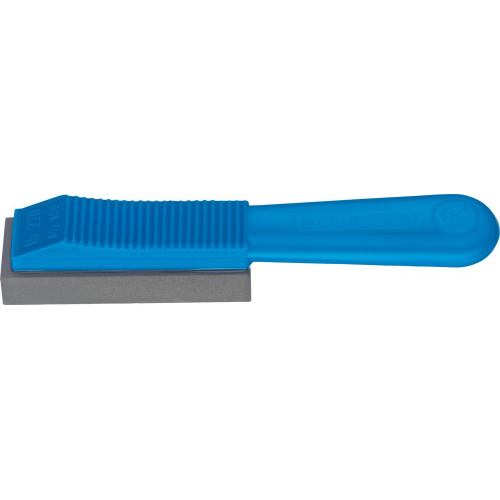
Macolaepp micro-finishing hand stones consist of sintered blocks of ultra-hard boron carbide material of closely controlled grit size. Onto these blocks are bonded handles of plastic material molded to a comfortable and convenient shape for hand finishing cutting tools. These sintered blocks are of unusually high grit density and are robust and tolerant of misuse.
The handles are serrated on top of the work area where pressure is applied by the finger or thumb during use, and are designed to nestle into the palm of the hand to give the operator a high degree of control over angle, pressure and stroke.
Micro-finishing hand stones are available in four colours, each colour denoting a graded grit size for controlled and predictable results.
The use of lubricant is not required with these stones due to the unique high density structure. If desired, however, a light machine oil may be used. The structure is also responsible for the stone's resistance to loading with material when cutting hard or soft substances. Dressing of hand stones is effected simply by rubbing one stone against another.
How to use
The hand lapper is used to flatten off ( lap ) the tool's cutting edge at an angle of between 25° and 40°. The "blunt" chamfer is, according to applications, between 0.1 and 0.2mm wide, or up to 0.4mm wide for heavy duty working conditions.









